
气割过程中突然遭遇“回火”,你会怎么处理?
我相信只要会点气割的人,遇上“回火”,都能按照自己的方式,安全及时的关闭割炬上相应的旋钮,做出稳妥处理。
但是恐怕一千个人就有一千种操作方法,尤其是关闭“切割氧”、“预热氧”;“乙炔”这三个阀门的顺序,可以说是五花八门,众口不一。
这是因为气割操作随意性大,缺乏统一的标准。有的师傅没有受过正规培训,自学成才,属于野路子,操作上自然和教材有出入(我的意思不是说非科班出身的焊割师傅技术不行,我见过很多师傅就靠自己摸索,照样在工厂当技术大牛,而且他们优势明显,能不拘一格,工作起来灵活变通,别人解决不了的问题,他就能解决)。
这种操作的随意性,有个缺点就是往往给初学者带来疑惑,究竟有没有个标准的答案?到底该听谁的?
鉴于此,我查阅了相关的教材,也走访询问当地机械设备厂的焊割工人,而且还在网上征集了网友的意见,最后总结出一套符合教材标准,安全可行的发生回火后的处理办法,希望对于正在气割学习路上的新手朋友,能有所启发。
(一般情况咱们用的割炬都是射吸式割炬,因此下面说的割炬,都指射吸式割炬)
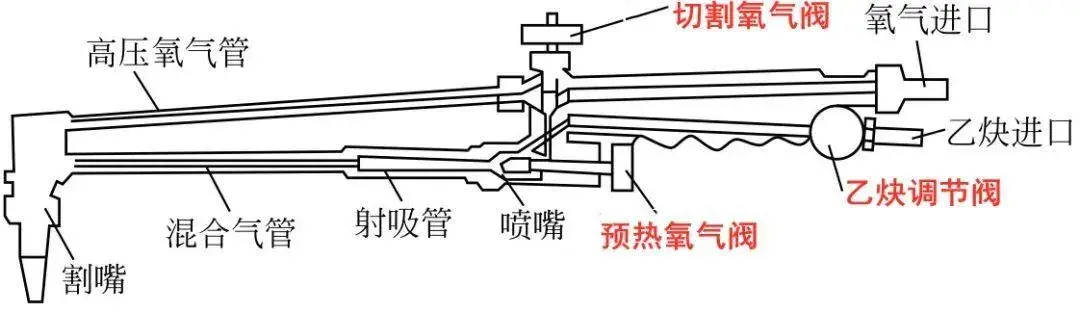
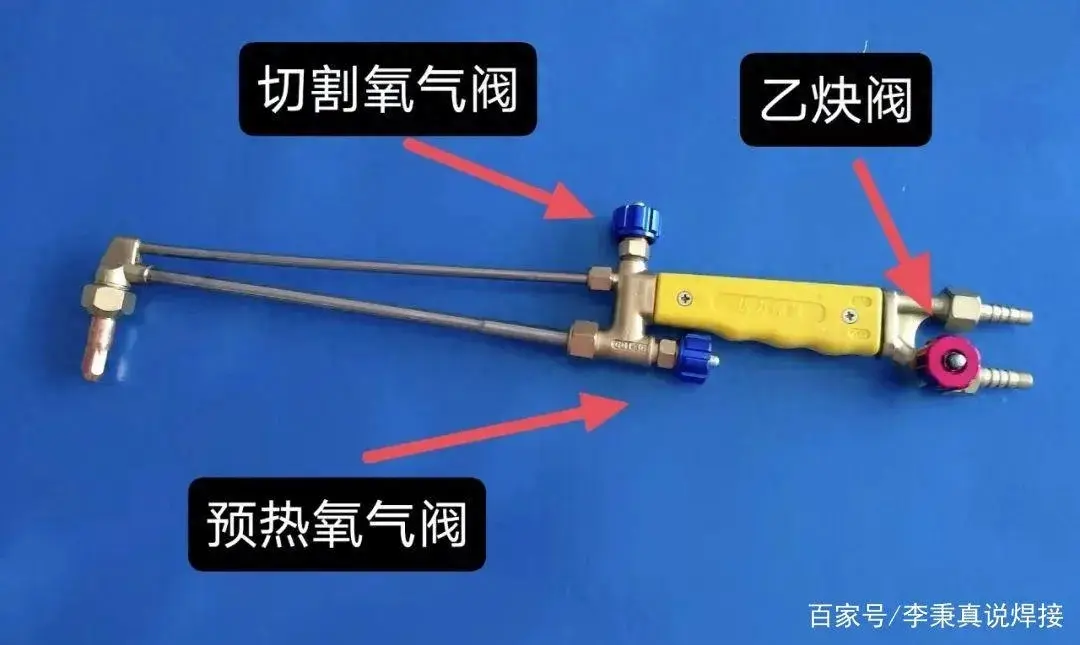
解决问题的关键其实就在割炬的三个旋钮上。乙炔阀门位于割炬后方,主管乙炔气体输送与关闭;预热氧气阀门位于割炬下部,掌管预热氧气的开启和关闭;切割氧气阀在最上面,调节切割氧气的大小。
这三个旋钮虽然方向不同,作用也不同,但开关的方法是一样的,都是顺时针关闭,逆时针开启,这个一定要记住,并形成习惯,保证能在回火时,以最快速度关闭相应旋钮。
只有明白造成气割回火的原理,才能对症下药,选择最佳的方法来处理好回火问题。总的来说,那就是回火后,由于氧气的压力大于乙炔的压力,在压力作用下,混合气体在割枪中逆流燃烧的现象。
造成回火的原因有多种,比如:
①在切割时,割渣崩进割嘴里,堵塞了混合氧或切割氧的流出。
②割嘴距离割件太近,甚至触碰到割件。
③预热氧开的太大,火焰收的太紧。
④割嘴,混合室过热,反复回火。
当然在实际操作中远不止这四种情况,但其回火的原理都是一致的,也就是混合气体逆流燃烧。火焰不在割嘴外面燃烧,而是在割炬内回缩燃烧,先在混合室,然后再处理不及时就回缩到乙炔胶管里。严重的回火就是烧坏割枪,烧坏胶管,最后甚至引起乙炔瓶爆炸的危险。
在介绍回火的操作方法之前,先顺带说一下割炬点火和关火的操作顺序。
点火:点火时,先打开乙炔阀门少许,放掉气路中可能存有的空气,然后打开预热氧阀门少许,乙炔阀门开启一般要比氧气阀门开启略微大些,这样可以防止点火时的“放炮”和“黑烟”,起到保护割嘴的作用。
关火:要先关闭切割氧气阀,再顺时针旋转关闭乙炔阀门,最后顺时针旋转关闭氧气开关阀门。
回火:关于回火后,三个旋钮关闭顺序有没有一个固定的答案呢?我认为可以有,那就是采用最正规的操作。
左手关闭切割氧气阀,同时右手关闭预热氧气阀,左手再迅速关闭乙炔阀门。稍等几秒后,再重新点火切割。
当然,只要你手速够快,这三个旋钮不管是什么顺序,在三秒钟之内依次关闭就没问题。怕就怕旋钮开关逆时针顺时针搞不明白,想要关上反而越开越大,就像开车错把油门当刹车,这就麻烦了。所以要多熟悉,多摸,多练,达到开关随心所欲的境界。
其实在实际的气割时,有些经验老到的师傅,遇到回火后,为了节省时间,通常只关闭切割氧和预热氧阀门,不关闭乙炔阀门,直接再在烧红的割件上点火。这是可行的,因为根据前面说的回火原理,关闭预热氧气后,乙炔气体由负压变回正压,火焰不再逆流,而是沿着割枪管正向被顶了出来。既解决了回火问题,还提高了工作效率。
还有一种回火的情况是由于,割嘴或者枪体混合气管被火焰烧的过热,再度点火会导致二次回火,因为乙炔气体没等走出割枪就被高温点着了。这就要求我们要仔细观察,通过看,听,摸,时刻注意割枪的情况,假如割枪出现高温,不要点火,冷却几分钟后才能点火。
比较严重的是,回火发生后,你没来得及关闭阀门,割枪被烧坏,并且火焰烧到乙炔胶管,此时的补救措施是迅速将乙炔胶管紧紧对折,攥住,阻断气体来源,然后马上关闭乙炔瓶阀门。
总之,回火并不可怕,慌张才可怕。回火不要慌,你有足够的时间去关闭三个阀门,记不住正确的顺序也不要担心,因为根本不用纠结先关哪个,后关哪个。敲黑板了,记住,三秒之内全都关闭就行,关键就是时间三秒之内。
今天分别从旋钮用法,回火原理,及回火后如何操作三个方面,共同探讨回火这个问题。三个方面分别只有一个关键点,一定要牢记,它们是:
①三个阀门都是顺时针关闭,逆时针开启。
②回火原理是混合气体逆流燃烧。
③回火后的关键是在三秒内关闭三个旋钮。
世上本无事庸人自扰之什么意思

男人回复呵呵是啥意思(男生聊天里的那些“潜台词”)

玉米面发糕怎么做?关键在于两点,这样做不塌陷,不发粘,保证一次成功

甘薯是什么东西 ?常识如下